风电叶片成型工艺,收藏这篇就够了
风能作为一种绿色环保型能源是可再生能源中最具开发潜力的一种。随着风电技术的发展与日趋成熟,机型已达到5MW以上,叶片长度超过60米。叶片是风力发电机组关键部件之一,具有尺寸大,外形复杂,精度要求高,对强度、刚度、和表面光滑度要求高等特点。
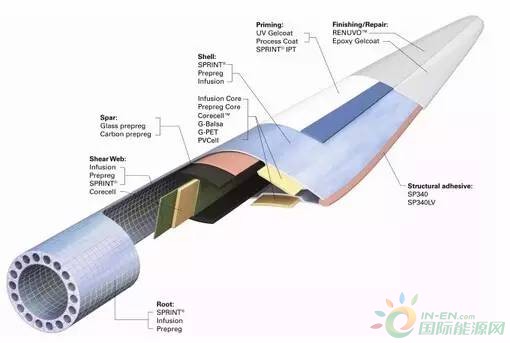
复合材料在风机叶片的制造中具备很多优势。制造工艺主要有手糊成型、模压成型、预浸料成型、拉挤成型、纤维缠绕、树脂传递模塑以及真空灌注成型等工艺。
1、手糊工艺
手糊是生产复合材料风机转子叶片的一种传统工艺。在手糊工艺中,将纤维基材铺放于单模内,然后用滚子或毛刷涂敷玻璃布和树脂,常温固化后脱模。手糊方法可用于低成本制造大型、形状复杂制品。因为它不必受加热及压力的影响。使用简单的设备和模具即可,另外相对于其他可行性方案成本更低廉。
手糊工艺生产风机叶片的主要缺点是产品质量对工人的操作熟练程度及环境条件依赖性较大,生产效率低和产品质量均匀性波动较大,产品的动静平衡保证性差,废品率较高。特别是对高性能的复杂气动外型和夹芯结构叶片,还需要粘接等二次加工,粘接工艺需要粘接平台或型架以确保粘接面的贴合,生产工艺更加复杂和困难。
手糊工艺制造的风力发电机叶片在使用过程中出现问题往往是由于工艺过程中的含胶量不均匀、纤维/树脂浸润不良及固化不完全等引起的裂纹、断裂和叶片变形等。
手糊工艺往往还会伴有大量有害物质和溶剂的释放,有一定的环境污染问题。手糊是一种已被证明的生产复合材料叶片工艺方法,但由于其产量低及部件的不连续性以及很难实现结构复杂,力学性能要求高的大型产品,促使人们将研究重点转移至其他生产方法。
2、模压成型
模压成型工艺首先将增强材料和树脂置于双瓣模具中,然后闭合模具,加热加压,然后脱模,进行后固化。这项工艺的优点在于纤维含量高和孔隙率低,并且生产周期短,精确的尺寸公差及良好的表面处理。
然而,模压成型适用于生产简单的复合材料制品如滑雪板,很难制造包括蒙皮、芯材和梁的叶片等复杂形状部件。尽管可以改进模压成型工艺设备,但要改进能承受20~40米跨度压力的加热模要求很大的资本投入。
模压成型生产的部件具备高纤维含量和高强度/质量比,但以低成本方式制造复杂几何形状的叶片有一定困难。
3、预浸料铺放工艺
预浸料方法依其所使用的预浸增强材料而得名。在这种工艺中,部分固化树脂和增强材料铺放在单模中,加热固化。为了避免富树脂区的出现和排除存气空隙,需要预浸料中的树脂由足够的溢出量,目前,市场上商业化的预浸料一般需要较高的固化温度(90~110%)。使用预浸料的主要优势是在生产过程中纤维增强材料排列完好,因此可以制造低纤维缺陷以及性能优异的部件。碳纤维预浸料广泛应用于航空业中,因为他们可以用来制造复杂结构的部件。
选择预浸料生产风机叶片的主要缺陷是成本高。这种材料通常比普通树脂和增强材料贵5~10倍。另外,由于预浸料是以手工方式铺放的,与手糊相比,同属劳动密集型,产量低。
预浸料是生产复杂形状结构件的理想工艺,预浸料在国外运用非常广泛,其工艺及设备也发展到成熟阶段。实际生产中,由于叶片的蒙皮、主梁、根部等各个部位的力学性能及工艺的要求各不相同,因而,在不影响性能的条件下,为了降低成本,不同部分使用不同的预浸料。
4、拉挤工艺
拉挤成型工艺一般用于生产具有一定断面,连续成型制品的生产中。这种连续成型工艺中,增强材料通过树脂浸胶槽,固化成型。拉挤制品的纤维含量高,质量稳定,由于是连续成型易于自动化,适合大批量生产。而且,产品无须后期休整,质量一致,无须检测动平衡,成品率95%。与其他工艺成本相比,可降低40%。
尽管拉挤工艺具备很多优势,但在风机叶片的制造中也存在缺陷。拉挤工艺曾经成功制造立轴风机叶片以及一些小型水平轴风机叶片,却不可能制造变截面的风机叶片,I型梁和其他实体截面对于拉挤工艺只是小挑战,而中空部分包括梁和芯材才是难点。
由于拉挤工艺当前不能制造截面变化较大的复杂形状部件,因此大型自动化设备的成本是拉挤工艺应用的另一个考虑因素。因此,拉挤成型工艺在小型风机叶片生产中有较大的应用潜力。
5、纤维缠绕
纤维缠绕主要用于制造容器和管道,工艺中连续纤维浸入浸胶槽后在机器控制的芯模上进行缠绕。缠绕工艺可控制纤维张力、生产速度及缠绕角度等变量。
纤维缠绕能够制造不同尺寸及厚度的部件。缠绕工艺应用于叶片生产中的一个缺陷是在叶片纵向不能进行缠绕,长度方向纤维的缺乏使叶片在高拉伸和弯曲载荷下容易产生问题。另外,纤维缠绕产生的粗糙外表面可能会影响叶片的空气动力学性能,所以必须进行表面处理。
最后,芯模及计算机控制成本很大。很明显,纤维缠绕的特点适用于容器及管道,而在叶片生产中会产生额外的成本。
6、树脂传递模塑(RTM)
树脂传递模塑工艺属于半机械化的复合材料成型工艺,工人只需将设计好的干纤维预成型体放到模具中并合模,随后的工艺则完全靠模具和注射系统来完成和保证,没有任何树脂的暴露,并因而对工人的技术和环境的要求远远低于手糊工艺并可有效地控制产品质量。
RTM工艺采用闭模成型工艺,特别适宜一次成型整体的风力发电机叶片(纤维、夹芯和接头等可一次模腔中共成型),而无需二次粘接。与手糊工艺相比,不但节约了粘接工艺的各种工装设备,而且节约了工作时间,提高了生产效率,降低了生产成本。同时由于采用了低粘度树脂浸润纤维以及采用加温固化工艺,大大提高了复合材料质量和生产效率。
RTM工艺生产较少的依赖工人的技术水平,工艺质量仅仅依赖确定好的工艺参数,产品质量易于保证,产品的废品率低于手糊工艺。RTM在叶片生产中的限制因素首先是成本。RTM的模具设备非常昂贵。另外,由于RTM属于闭模工艺,很难预测树脂流动状况,容易产生不合格产品。
7、真空灌注成型工艺
真空灌注成型工艺是将纤维增强材料直接铺放在模具上,在纤维增强材料顶上铺设一层剥离层,剥离层通常是一层很薄的低孔隙率、低渗透率的纤维织物,剥离层上铺放高渗透介质,然后用真空薄膜包覆及密封。真空泵抽气至负压状态,树脂通过进胶管进入整个体系,通过导游管引导树脂流动的主方向。
导流布使树脂分布到铺层的每个角落,固化后剥离脱模布,从而得到密实、含胶量低的铺层。真空灌注成型工艺是风机叶片制造商的理想选择,与标准RTM相比,节约时间,机挥发物非常少,改善了劳动条件,减少操作者与有害物质接触,满足人们对环保的要求,改善了工作环境,工艺操作简单。同时,真空辅助可充分消除气泡,降低产品孔隙率,有效控制产品含胶量。
产品质量稳定性高、重复性能好。制品表观质量好,相同铺层而厚度薄,强度高,相对于手糊成型拉伸强度提高20%以上,该工艺对模具要求不高,模具制作简单,与传统RTM工艺相比,其模具成本可降低50~70%。
随着风电事业的蓬勃发展,复合材料风机叶片向复杂化,大型化的方向发展。各种工艺在风力机叶片制造中得到应用。根据不同的风力机叶片的特点,合理地采用适合的工艺以获得低成本高质量的风力机叶片。
来源:风电峰观察
郑重声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。
相关阅读




猜你喜欢
-
国际能源网-风电每日报丨3分钟·纵览风电事!(8月1日)
2022-08-02 -
中国陆上首个单机容量最大的商业化整装风电项目并网发电
2022-08-02 -
哈密市风电装备制造业乘风起航
2022-08-02 -
13家整机商上榜!2021年中国分散式风电装机排名公布!
2022-08-02 -
风电叶片成型工艺
2022-08-02 -
调查了140位顶级专家,未来风电发展有哪些趋势?
2022-08-01 -
龙源电力成果获评数字中国建设峰会十佳方案
2022-08-01 -
全球首艘3000吨级自升式风电安装船出海试航
2022-08-01 -
国内最大陆上风机,成功吊装!
2022-08-01 -
深耕大西北,H171-4MW分散式风电项目成功首吊!
2022-07-30 -
国际能源网-风电每日报丨3分钟·纵览风电事!(7月28日)
2022-07-29 -
下乡政策推进分散式风电市场发展
2022-07-29 -
“洛阳创新”打造国内量产装机最长海上风电叶片
2022-07-29 -
山东莱州海上风电项目首根单桩基础顺利沉桩
2022-07-28 -
2025年风电1.55GW+光伏2GW+生物质60MW!珠海能源发展“十四五”规划印发
2022-07-28