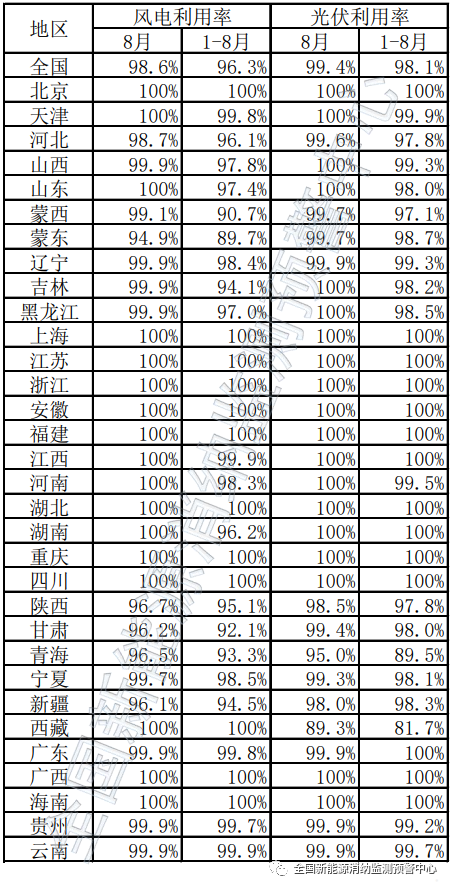
蒙东弃风率达10.3%!全国31省市风电并网消纳统计出炉!
激光在金属材料的切割应用已经广为人知,但不少人在运用激光切割机时,却并知道应该如何评判加工品质的优劣。实际上切割质量通常从端面粗糙度、底部毛刺、垂直度、割缝宽度等角度评判。
一、端面粗糙度
激光在切割材料时,受气流和进给速度影响,端面会形成垂直(或倾斜)的纹路,纹路越深则表示端面越粗糙,纹路越浅则表示端面越光滑。粗糙度不仅影响边缘外观,还影响摩擦特性,因此粗糙度越低,意味着切割质量越高。通过调节激光功率、进给速度、焦距、辅助气体类型及气压等参数,可以不断优化端面粗糙度。
二、底部毛刺
激光切割金属的原理是通过激光的高能量使金属瞬间汽化,并通过辅助气体吹走工件表面的熔渣。但在实际加工过程中,板材较厚、气压不足、进给速度不匹配等因素,会导致部分熔渣冷却后形成毛刺,挂在工件底部。这时需要额外进行去毛刺工作,耗费额外工时,工件底部的毛刺和挂渣是切割质量非常重要的评判标准。
三、垂直度
对金属薄板而言,激光切割的垂直度可忽略,但当材料厚度超过10mm时,切割边缘的垂直度就非常重要。远离焦点时,激光束变得发散,根据焦点的位置,切割朝着顶部或者底部变宽。切割边缘偏离垂直线百分之几毫米,边缘越垂直,切割质量越高。
四、割缝宽度
割缝宽度是加工精度的体现,通常不影响切割质量,仅在工件内部需要形成特别精密的轮廓、图案时,割缝宽度才会成为重要的指标。割缝宽度决定了轮廓的最小内径,割缝宽度越小,则能够加工越精密的轮廓、孔径越小的孔,这也是激光切割取代等离子切割的重要优势之一。但是,随着板材厚度增加,割缝宽度不可避免地会增加,要确保稳定的高精度切割,需要确保工件在激光切割机的加工区域是稳定的。
郑重声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。
相关阅读





猜你喜欢
-
激光熔覆再制造技术介绍和应用分析
2022-10-03 -
做激光雷达,华为技术能华山论剑了?
2022-10-01 -
影响激光焊锡机点焊质量因素有哪些?
2022-10-01 -
新型片上激光频率梳诞生!效率提升百倍,带宽达以往两倍多
2022-09-30 -
华为哈勃入股华日激光!
2022-09-29 -
激光雷达元年已至,未来走向何方?
2022-09-29 -
大族激光第三代半导体设备最新动态
2022-09-27 -
罗克利光电宣布推出首个mTP硅光激光器,芯片或2024年上市
2022-09-27 -
英国公司成功开发生产出磷化铟电信激光器结构
2022-09-26 -
激光武器最新动态:雷神董事长被我国制裁 多家巨头发力300kW激光器
2022-09-20 -
佳士科技发布MAX20系列及手持激光焊系列新品
2022-09-19 -
洛马公司宣布提前交付300千瓦激光器
2022-09-19 -
国外研究出最新大规模衍射光栅 有望实现50PW激光脉冲
2022-09-16 -
美国最强大的激光器试验装置将在密歇根大学启用
2022-09-16