我国氢能产业发展的核心究竟是什么?
我国是产氢大国,可以充分保证氢燃料电池产业所需的氢源。但我国的氢气主要来源与煤炭工业联系紧密,集中在我国的三北地区,而东部沿海地区能源需求量巨大,因此存在严重的氢能供需错配问题。所以,我国氢能和燃料电池产业发展的核心问题不在于使用氢,而在于输运氢。

由于氢气密度小的特性,在尚未具备大规模管道输氢的技术背景下,将氢液化以提高储运密度是最直接有效的输送方法。相较于高压储运,液氢储运具有运输成本低、氢纯度高、计量方便等优势,更适合大规模部署和输运。本文介绍了以液氢储运为核心的“氢气制取-液氢生产-液氢储运-气化加注”氢燃料供应未来发展模式,通过对比当前的气氢储运技术,对液氢形式的氢能供应链各个环节的优缺点以及未来发展的技术难点进行了分析。
制氢技术
制氢技术主要分为化石能源制氢的传统方式和采用可再生能源的新方式。目前,全球氢源主要来自于煤和天然气等传统化石燃料。考虑到制氢技术较为成熟,不是制约氢燃料电池供应链的主要问题,在此仅作简单介绍。
传统制氢方式
传统的化石燃料制氢主要有煤制氢、天然气制氢,氯碱工业副产提纯和甲醇制氢等。中国煤炭资源丰富,煤制氢成本低、技术成熟,虽然存在产氢效率低、环境污染的问题,但煤化工仍是短期内中国氢的主要来源。天然气制氢成本略高于煤制氢,能量转化率高,但硬件成本较高,也是目前工业中主要的制氢方式。氯碱工业副产提纯制氢则是回收提纯原本直接排放到空气中的副产物氢气,具有良好的经济前景。甲醇制氢则主要受甲醇原料成本的限制,工业中应用较少。
新型制氢方式
化石燃料日益枯竭,传统制氢方法带来的环境污染问题,促使从其他原料中获取氢的研究快速发展。目前采用新型制氢方式主要有: 电解水制氢、光制氢和生物质制氢等,未来主要需要攻克的技术问题是大规模低成本制氢。
电解水制氢技术研究已久,其原料广泛、无污染,目前的主要问题是电解过程中电力成本过高。通过降低电解过程中的能耗以及采用清洁能源作为电力来源的方式,解决成本问题后将不失为一种有效的方式。
光制氢中除了用光能提供电解水所需能量的制氢方法外,还可以通过光热化学、光电化学和人工光合制氢。但光制氢技术尚处于实验阶段,距离产业化应用还有一定的距离。
生物质制氢是将秸秆、稻草等通过裂解或酶催化反应得到氢气,和光制氢一样,生物质制氢技术尚未成熟,无法做到长时间连续稳定地运行。
液氢的生产
氢液化流程
氢的液化最早由英国的 James Dewar 于 1898年通过 J-T 节流实现。到 1902 年出现了 Claude循环,区别于之前的氢液化方式主要在于膨胀机的使用。使用液氮预冷、膨胀机提供低温区冷量的 Claude 循环,效率比采用 J-T 节流的 Linde- Hampson 循环高约 50 - 70% 。
目前,Claude 循环仍然是大型氢液化装置的基础,根据制冷方式的不同又分为氢膨胀制冷和氦膨胀制冷氢液化流程。氢膨胀制冷循环流程采用氢气自膨胀提供低温区冷量,而氦膨胀制冷循环氢液化流程则是利用沸点更低的氦作为制冷剂提供低温区冷量。
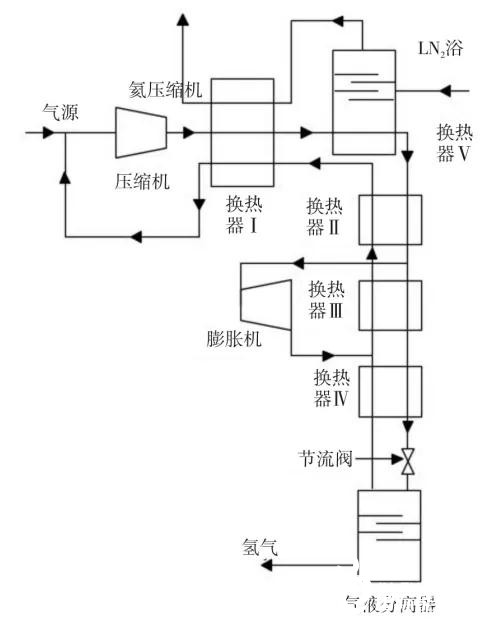
氢膨胀制冷氢液化循环流程
无论在氢膨胀制冷或在氦膨胀制冷氢液化流程中,透平膨胀机均是最关键的核心设备,也是系统低于 80 K 温区的主要冷量来源。
为了获得透平膨胀机的大冷量、减少系统复杂性,透平膨胀机需运行在大膨胀比工况,这就意味着透平中的工质流动与能量转换复杂。另外,氢、氦的物性与普通工质有着迥然区别,这就使透平的转速超高,需采用氢、氦气体轴承,这就对高速转子系统的稳定性带来了更高的要求。要获得优异的透平膨胀机性能,不仅需要对冷端的低温膨胀特性进行深入研究,也需要充分关注制动端的离心压缩特性和整机的匹配,且在热力学设计与分析的同时,尚需考虑转子的气动与机械性能。大冷量氢、氦透平膨胀机的研制是目前氢液化系统的难点和急需解决的问题。
透平膨胀机模拟动画
氢液化流程中,氢的正仲转换器也是一个重要的设备。根据氢的物理特性,随着温度的降低和氢的液化,正氢会逐步转变成仲氢,并放出大量的热量。若液氢产品中存在未转换完成的正氢,后的正-仲转化热会导致液氢产品气化。所以,液化后液氢中仲氢含量需大于 95% 。
正仲转换器通常布置在多个低温换热器后,随着技术的发展,也有氢液化系统,如 Linde 在德国 Leuna 的装置中正仲转换器全部置于换热器内部。
国内外液氢产能对比
国外的氢液化技术发展较早,技术已很成熟。国内起步较晚,与国外存在较大的差距。从液氢产能上来看,北美占了全球液氢产能总量的 85%以上。美国本土已有 15 座以上的液氢工厂,液氢产能达 326 d /t,居于全球首位,加拿大还有80 d /t的液氢产能也 为美国所用。美国液氢产能的10% 左右的液氢用于氢燃料电池的应用。近年来,美国开始了新一轮的液化氢工厂建设,以扩大液氢产能,预计 2021 年美国本土的液氢产量将超过 500 d /t。欧 洲 4 座液氢工厂液氢产能为24 d /t。亚洲有 16 座液氢工厂,总产能 38.3 d /t,其中日本占了三分之二。

世界上最大的氢气工厂(液空)
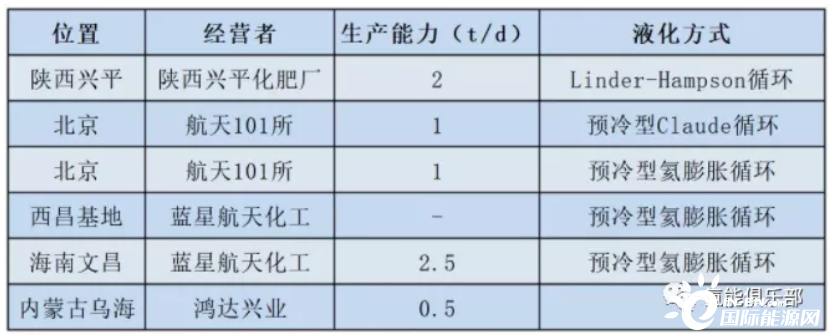
中国液氢工厂有陕西兴平、海南文昌、北京101 所、西昌基地、鸿达兴业等。根据科技部 2020 年“可再生能源与氢能技术”重点研发专项指南,中国急需研制液化能力≥5 d /t 且氢气液化能耗≤13 kWh/kgLH2的单套装备,指标与国外主流大型氢液化装置性能基本一致,以期尽快缩短我国产品成本、质量和制造水平与世界发达国家的差距。
作为液氢生产大国的美国一直以来对中国都采取“严格禁运,严禁交流”的策略,同时还限制其同盟国的公司,例如法液空、林德等公司向中国出售设备和技术。这些都使得我国获取氢液化设备的成本高昂,在进行价格谈判时处于被动地位。在设备的建造周期、设备可获得性上存在不确定性。同时进口设备还存在维修维护费用高等问题。在技术封锁下,中国尚未具备独立研发大规模氢液化装置的能力,严重限制了我国氢能产业的发展,是目前亟待解决的问题。
国内氢液化装置发展方向
氢液化技术成熟的发达国家正通过创新氢液化流程和提高设备工艺及效率的方法,提高氢液化装置的效率和降低能耗。一些采用高性能换热器、膨胀机和新型混合制冷剂的氢液化创新概念流程的能耗最低已至 4.41 kWh /kgLH2。
国内虽然于上个世纪末自主开发了氦膨胀机制冷的小型氢液化装置,但系统能耗、产品质量和制造水平和美国等发达国家比还存在很大的差距。作为液氢供应链的基础保障,突破技术壁垒,掌握独立研发大规模氢液化装置的能力迫在眉睫。国内的大型氢液化装置主要需要突破低温氢工况材料选用,氢、氦透平膨胀机研制和正仲氢转化催化剂等技术难题。
目前,国内对正仲氢转化催化剂的研究已经取得一定的成绩,北京航天试验技术研究所自制的正仲氢转化催化剂性能已达到国外水平。国内也在开始拓展液氢的民用市场,年产30000 t 液氢项目正拟投建。
但氢、氦透平膨胀机作为氢气液化循环中的核心部件尚无国产化商品,它是系统冷量的主要提供者,其热力性能、力学性能的优劣对装置的经济性和长期运转的可靠性至关重要,是系统中技术含量高、研制难度大的部件。目前,西安交通大学和北京航天试验研究所正在合作开展大型氢液化装置和高效氢、氦透平膨胀机的研发工作。
液氢的储运
液氢的储存
储氢是利用氢能的关键,也是全世界努力研究的难题。衡量储氢有两个指标,体积密度( kgH2 /m3 ) 和储氢质量百分比( wt% ) 。体积密度为单位体积系统内储存氢气的质量; 储氢质量百分比为系统储存氢气的质量与系统质量的比值。目前已经具备大规模应用水平的储氢方式主要是高压压缩储存和液氢储存。固态储氢的能量虽然高于液态氢,但保障其吸氢和解氢特性还需要大量的研究和开发,暂时无法投入大规模使用。
对比气氢和液氢存储,从下表中可以看到即使氢气压力高达 700 bar,6 kg 的氢气还需要一个150 L 左右的储氢罐,而-253 ℃的液氢密度可以达到 71 g /L。所以气态存储需要压缩到高压,将氢气加压到 45 MPa 时,其储氢质量百分比只有4wt% ,达不到美国能源部( DOE) 的指标,所以一般气氢存储的压力为 70 MPa。
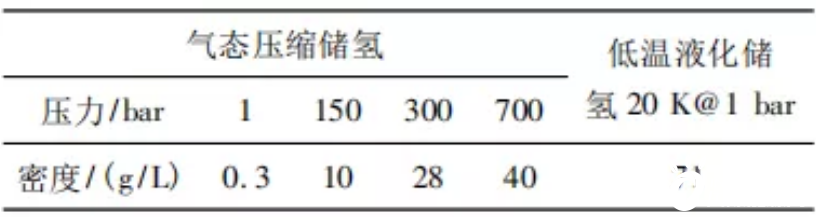
从储氢密度上来说,液氢存储具有绝对的优势,而液氢存储主要问题在于是冷量损失,储氢容器必须有良好的绝热。同时压缩氢气需 要20% 的氢气能量,液化氢气则需要高达 40%。

液氢储存的技术难点和发展方向
液氢存储的主要难点在于以下几个方面:
- 总能量中 30%-40% 被用在氢液化上;
- 储罐的高额费用;
- 安全性问题;
- 蒸发损失( 取决于罐子的尺寸) ,目前一般为 0.1-1% 每天。
目前氢液化的耗电量在 10-13 kWh /kgH2的水平,考虑到氢液化以及存储主要是为液氢输运服务,液氢氢能供应链的主要成本节约在于液氢输运,所以在此不讨论氢液化的成本问题。对于液氢存储来说,储罐的绝热和泄漏是主要问题。
随着我国航天工业的发展,我国在液氢贮罐制造技术取得了一定的成绩,成功地研制出各类大、中、小型液氢贮罐,并在大量工业实践的基础上,制定了相关的液氢贮罐的行业标准( JB/TQ 324-83 )。我国已经完全具备了生产液氢贮罐的生产能力。对比国外技术,我国现有生产技术完全可以保证液氢的蒸发率,但贮罐重量过重。在今后的研究中应进一步提高绝热效果,改进绝热层制作工艺,采用新材料、复合材料制造贮罐,将贮罐的体积和重量大大减少。
除了传统的液氢储罐被动绝热的方法,像 ZBO 主动制冷和 Cryo-compressed 等存储方式都是具有发展前景的液氢存储方式。
ZBO 存储技术是使低温液体始终处于过冷状态,无液体蒸发,目前主要运用在航天长期在轨推进剂存储上。如下图,ZBO 存储技术主要包括主动热转移和被动热防护技术两方面。主动热转移技术是利用低温贮箱和制冷机的耦合,移出漏入低温系统的热量,以实现低温推进剂的零蒸发; 被动热防护技术是通过改进低温贮箱的绝热形式,被动地减小低温贮箱的漏热,从而提高贮箱的绝热效果。
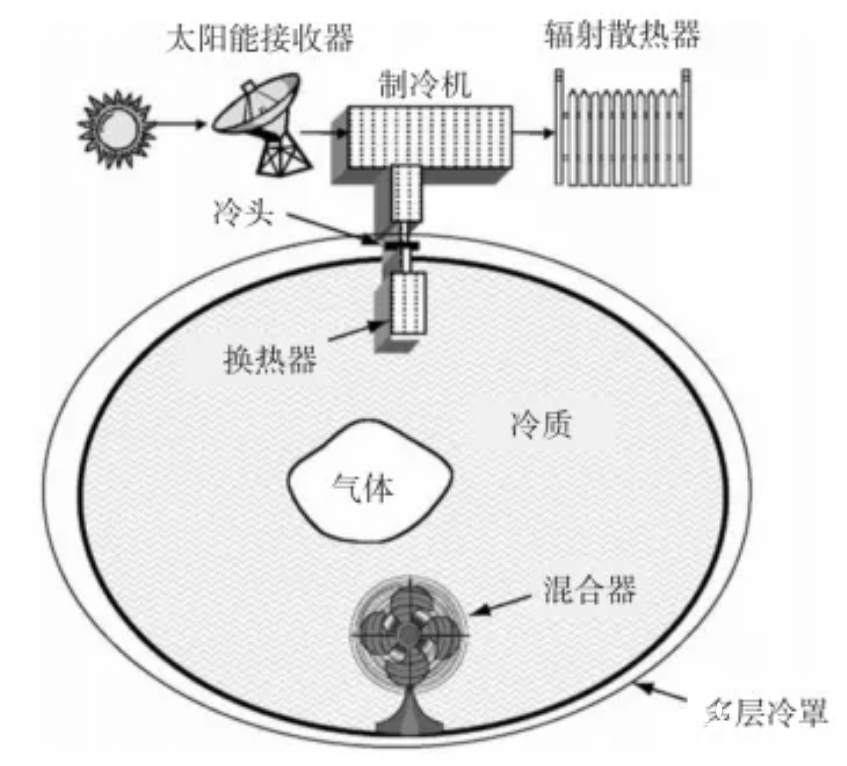
ZBO 存储技术原理图
Cryo-compressed 技术结合了高压和低温存储。通过在 20 K 时将 LH2从 1 bar 时的 70 g/L,压缩到 240 bar 时的 87 g/L。从而提高液氢的体积密度,并减少蒸发损失,可有效延长液氢在绝热压力容器中的休眠期。低温压缩罐 ( 276 bar,20 K) 预计可以达到 5.8wt%。
液氢的输运
早在上个世纪,国外发达国家如美国日本法国就已经在航天领域大规模使用液氢,其中美国还率先在民用领域使用。这些国家对液氢输运的统一集中生产液氢,和气氢输运的就地分散生产液氢进行了充分的调研,最终都选择了液氢输运的方式。主要原因在于液氢的能量密度远大于气氢,所以液氢需要的公路运力远小于气氢。当时日本的液氢和气氢对公路车运力要求为 1∶6,而美国则是 1∶20。

液氢的体积密度是 70.8 kg·m -3,体积能量密度达到 8.5 MJ·L-1,是气氢 15 MPa 运输压力下的 6.5 倍。因此将氢气深冷至 20 K 液化后,再利用槽罐车或者管道运输可大大提高运输效率。槽罐车的 容 量 大 约 为 65 m3,每次可净运输约4000 kg氢气。计算分析表明在上海地区加氢站的大规模氢气运输采用管道输运、长管气氢拖车输运和液氢输运的成本分别为 : 6 元/kg、 2.3 元/kg和 0.4 元/kg。
虽然在目前,由于没有先进的大规模氢液化工厂,气氢运输在总成本上尚占据优势。但随着燃料电池汽车的数量逐渐增长到万辆级、十万辆级,氢气的日消耗量也逐渐增长到 30 t 和 300 t,加氢站将达到上百座的数量级,这时部分加氢站的输气量也将较大。同时,氢液化工厂具有规模性后,会大大降低液氢的获取成本,采用液氢输送优势就会很明显。目前,美日等发达国家已经将液氢的储运成本降低到高压气氢的八分之一左右,可以说液氢储运是未来大规模发展氢能的一项基础性研究。

液氢输运除了运输效率上的绝对优势之外,在销售计量上也比气氢更有优势。液氢可以直接称重计量,误差在 1% ; 而高压氢气的压差法计量,至少有 3% 的误差。在大规模的交易中,计量的精准性将变得非常敏感。
在我国尚未发展大规模管道输送液氢的情况下,低温槽罐车是液氢的输运主要载体。车用储罐除了文中提到的绝热、泄漏问题外,还要考虑隔振、抗冲击等安全问题。设计出安全可靠的液氢槽罐车对于液氢运输具有重要意义,也是实现液氢模式的氢能供应链低成本化的关键环节。
气化加注
液氢气化
目前的燃料电池汽车用氢主要还是以高压气氢的形式装载,所以运输至加氢站的液氢需要经过气化和加压后,才可以进行加注。气化过程需要在气化器中进行,液氢与液化天然气都是低温液体,而 LNG 的气化器技术已经有广泛的应用,因此,结合 LNG 气化器技术,分析液氢可能采取的气化方式。
气化器是通过提供热量使低温液体气化的装置,LNG 气化器主要有四种类型: 开架式气化器( ORV ) 、浸没燃烧式气化器( SCV ) 、中间介质气化器( IFV ) 和空温式气化器( AVV ) ,主要区别在于采用的热源不同。
开架式气化器采用水源作为热源,是 LNG 终端站的主要气化方式,受益于沿海分布或直接建造在海上的位置特点,海水便于获取且廉价,具有成本低、资源充足的特点。

海水开架式气化器(ORV)- (国内首台套)
浸没燃烧式气化器采用燃气作为热源,可燃气燃烧后加热水槽,低温液体经水槽受热气化。浸没燃烧式气化器设计结构紧凑,可以快速启动,适用于应急和调峰场合,但也存在控制、维护成本高的缺点。

浸没燃烧式气化器( SCV )
中间介质气化器是通过中间传热介质换热,实际是一个蒸发冷凝器,常见的介质有丙烷、异丁烷、氨、氟利昂等。介质先与热源换热,再与低温液体换热。
但对于需要大规模分布在全国的氢加注站,若以淡水代替海水为热源,成本将会有很大的提升。采用成本更低的空气作为热源的空温式气化器( AVV ) 也是未来液氢气化器的一种思路。利用空气自然对流直接或间接地加热低温液体,制造和运行成本较低。缺点是对环境温度很敏感,易结冰。
与天然气相比,氢气的物性更加特殊:
液氢极低的沸点导致需要的热量很高;
液氢气化为同温度下的气体,其体积约增大 53 倍,会出现严重的两相流问题;
氢气和空气混合的燃烧爆炸范围很广,要严格防止泄漏并注意防爆;
氢脆以及氢气的强渗透性对材料也提出了更高的要求。
选择液氢气化器时首先要根据氢气加注站所处环境及可获得的热源选择气化器的种类,还需要考虑以下问题:
气化器的设备要具备良好的耐低温性能,管道接口、阀门等连接处需做特殊处理 ;
合理选择气化器的处理能力和运行参数,设置应急方案,增加适应性和可靠性;
在配置气化器时,可考虑不同种类气化器组合,控制运行费用和投资。
除此之外,液氢在气化过程中会释放更多的冷量,所以对液氢冷能的利用也是将来重要的发展方向。液氢冷能可以利用在发电、空气液化分离、制取液态 CO2和干冰、冷冻仓库等方面,具有巨大的经济效益。
压缩加注
在氢气的加注过程中最重要的两个指标是车载储氢瓶的温度和氢气的利用率。国际标准ISO15869 和美国汽车工程学会标准 SAEJ2601 均对车载储氢瓶的工作温度做出了最高 85 ℃ 的限制。氢气加注过程中,以下三种热力学现象还会导致氢气温度的迅速升高:
车载储氢瓶中的氢气受到压缩引起的温升是最主要的原因;
快速流动的氢气动能转化为内能,产生热量;
氢气通过节流阀,可能会因为焦 - 汤节流负效应导致温度升高。
研究表明,初始充气压力、温度、环境温度、加注速率以及气缸的尺寸参数都对氢气温升有重要影响。目前在控制温度方面,多采用预冷氢气的方法。

氢气的加注是依靠加氢站高压容器和车载储氢瓶之间的压差推动的,随氢气的转移,前者压力不断下降,直至小于加注压力时,需要启动压缩系统或者补充氢气。加氢站在不使用压缩系统或补充氢气的情况下,连续加注的能力就反应了氢气的利用率。为提高的氢气利用率,通常采用分级优化加注策略。即加氢站的储罐根据压力分为低、中、高三个梯次,并与压缩系统和加注系统之间实行有序作业,按照低压-中压-高压的次序加注。
燃料电池的发展对减少温室气体排放量、空气污染物以及对石油的依赖有大的帮助,是人类未来发展清洁、高效的出行方式的重要选择。一个高效、可靠、低成本的氢能供应链是燃料电池产业发展的基础。以液氢为核心的“氢气制取-液氢生产-液氢储运-气化加注”氢燃料供应模式具有良好的经济性和可行性。
尽管目前仍存在较多的技术问题,相信在政府、企业、高校与研究所的共同努力下,液氢的氢能供应链终将成为现实,为我国的能源可持续发展提供保障。
来源:低温与超导
郑重声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。
相关阅读




猜你喜欢
-
三峡集团副总经理张定明:将新能源为主体的新型电力发展带来的挑战转变为机遇
2021-09-06 -
煤炭如何做“减法”
2021-09-06 -
实现碳中和并不轻松 关键是科技创新
2021-09-06 -
泛林硅部件推动产业发展
2021-09-03 -
2021年中国餐厨垃圾处理产业现状与投资战略研究
2021-09-03 -
风电抢装潮后或迎市场转型期 禾望电气凭核心竞争力巩固市场地位
2021-09-02 -
碳中和细分领域——垃圾焚烧发电
2021-08-29 -
能耗“双控”须臾不可放松
2021-08-27 -
2021年中国垃圾焚烧发电市场现状及发展前景预测分析
2021-08-27 -
海柔创新打造海外仓3.0时代的核心竞争力
2021-08-26 -
突破核心技术 完善光芯片产业布局,永鼎股份净利润暴增179%!
2021-08-25 -
对我国“双碳”战略的思考2:建立省际间“电-碳协同发展体”
2021-08-25 -
德国87亿元投入促进氢能产业发展!
2021-08-24 -
上海市储能产业发展专业委员会揭牌 加快布局储能、氢能等战略性新兴产业
2021-08-24 -
严刚:实现碳达峰碳中和需要付出艰苦卓绝的努力
2021-08-24